DMLS Cooling Technology Overview
What is DMLS Conformal Cooling?
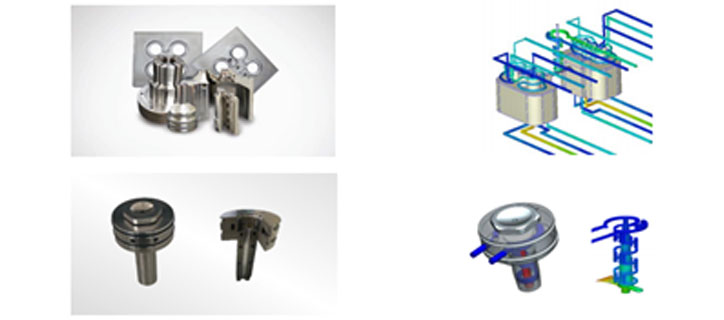
The DMLS cooling system is our differentiating technology which utilizes metal 3D printing technology to create molds that require cooling or uniform temperature control, part cooling in a straight line or curve to suit your needs.
Channels are designed and built to optimize cooling efficiency, allowing you to lncrease productivity, reduce costs and defects.
Direct Meral Laser Sintering shape-adaptive cooling system
Conventional Cooling Methods
Limited cooling with X, Y, and Z in a straight-line drilling
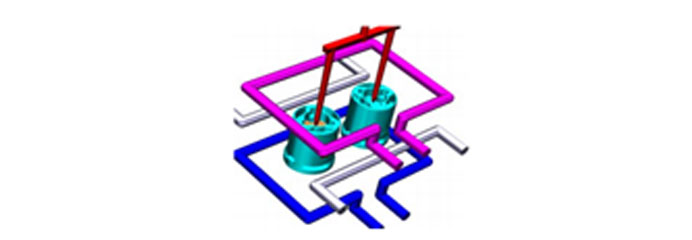
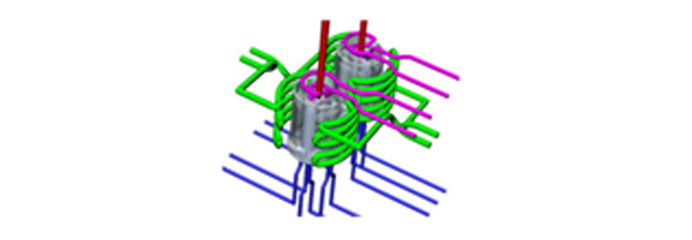
DMLS Cooling Methods
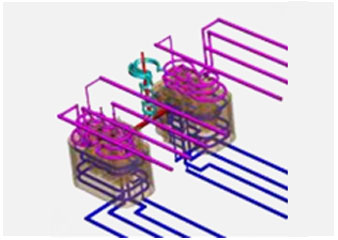
Internal cooling with freeform, three-dimensional curves based on product geometry
Benefits and differentiators
of DMLS Cooling
Benefits and differentiators
Cooling cyde time: 20 -60% reduction
Molding defect rate: 10% or more reduction
Minimize deformation and hot spots: 10% + improvement
Excellent hardness: HRC 40 to 57
High durability and strength : 500K shots
Achieve uniform quality with uniform temperature control
Should i apply DMLS Cooling
For molds with short part cyde times and long runner solidification times.
You want to achieve stable and uniform part quality.
Reducing process costs, improving part cost competitiveness.
Increased productivity
reduces energy costs and carbon
Reduced defect rates
reduced scrap and enviromental pollution
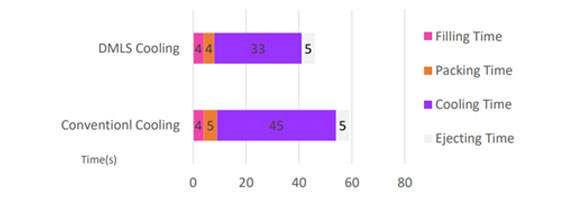
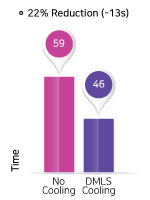
22% reduction in overall cycle time (-13s)
cooling time occupancy of about 70% or more
DMLS Cold Runner Mold Solution
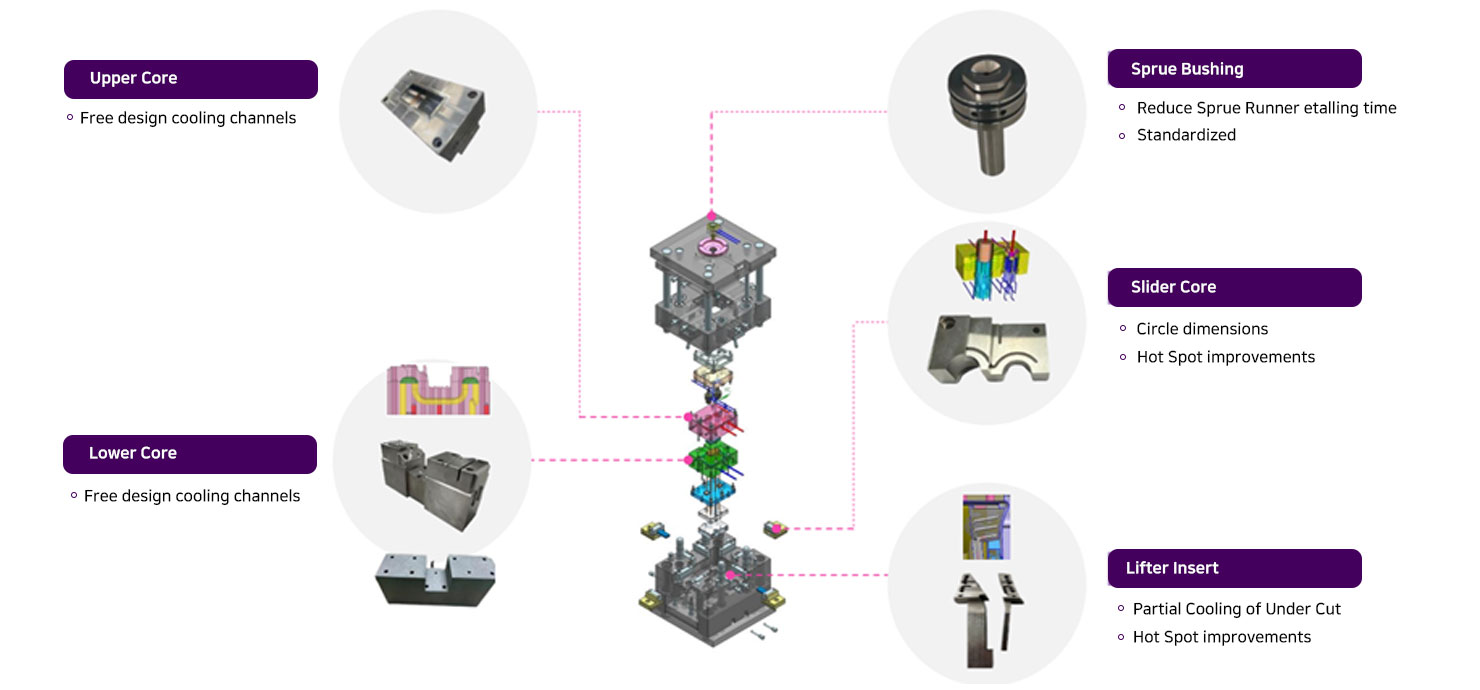
DMLS Sqrue Bushing Solution
STRENGTH
Reduce molding cycles
- Reduce costs by increasing productivity
Stable quality
- Stable temperature control
Defect rate reduction
- Avoid bad string and runner cracks
FEATURES(DESCRIPTION)
Material: MS1 (similar to SKA61)
- Maraging Steel
Hardness: HRC50
- HRC45 to 57 available
Warranty: 1 year free replacement
- Clogged cooling holes
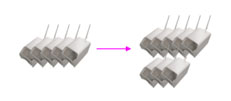
DMLS SPRUE BUSHING
is a metal 3D additive menufacturing technology that uses an all-in-one single component.
When the plastic resin is shot into the part, heat generated in the injection entrance in much more evenly distributed across the surface, and the sprue runners cool quickly.
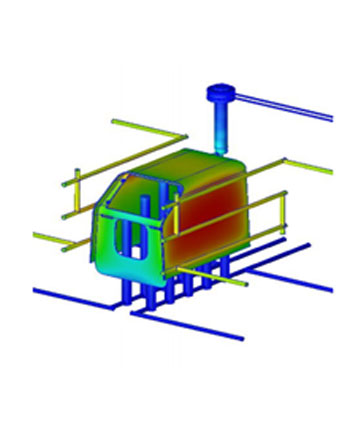
Direct Metal Laser Sintered Conformal Cooling Channels
Hybrid Tooling Case Study
Total Cycle Time Reduction
- No Cooling: 59s/Cooling Time: 455
- DMLS: 46s(22% Reduction) /
Cooling Time 335(27% Reduction)
- No Cooling: $50K / DMLS: $33K

Reduction of Defects

- No Cooling: 3.2% / DMLS: 1.4%

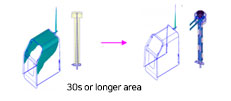
Comparison by Sprue Runner Cooling Time
| Time | 10s | 20s | 30s | 40s |
|---|---|---|---|---|
DMLS Cooling |
 |
 |
 |
|
No Cooling |
 |
 |
 |
 |
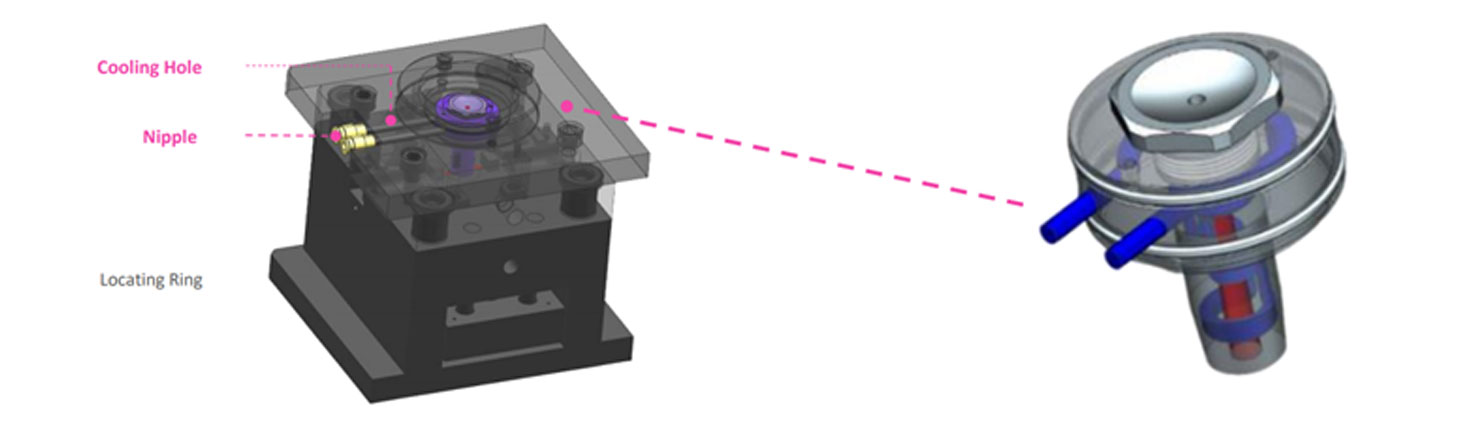
DMLS Nozzle Sprue Bushing
DMLS Nozzle Sprue Bushing Overview
& Characteristics
Cost Analysis Comparison

Estimation References: 280Ton (labor rate $25/hr/100K production standard)
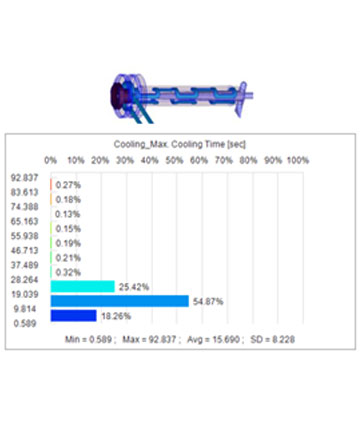
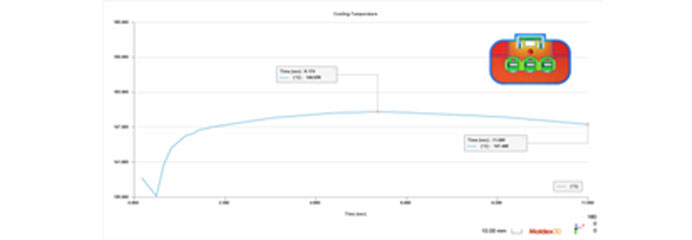
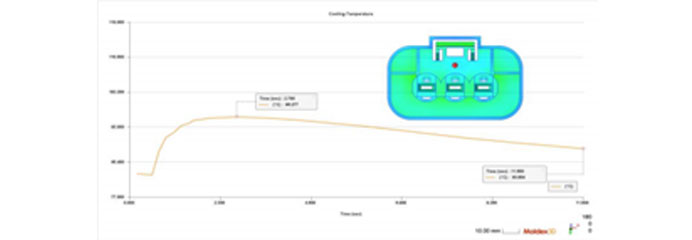
This is an example of verifying the Sprue Runner solidification cooling time.
The overall molding cycle time may vary depending on working conditions, part size, appearance and dimensional accracy, and core cooling structure.
Information
Product Name: Front Housing
Resin: PC White
Cavity: 1 x 1
Weight: 268g
Avg. Thickness: 2.2mm
Sprue Runner Weight: 6.3g
System: N Sprue Bushing Conformal Colling
Application: Medical Device Enclosure
DMLS Cold Runner Case Study
Conventional Cooling Methods
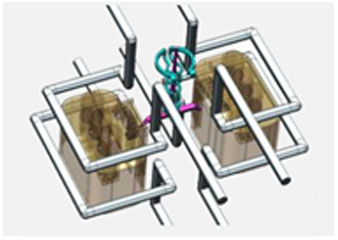

Cycle time: 24.6s
DMLS Cooling Methods
Cycle time: 24.6s